使用電烙鐵(tiě),從初級到師(shī)傅?
上傳時間(jiān):2014-5-8 14:58:40 作者:昊瑞電(diàn)子
一、使用
電(diàn)烙鐵
的一般(bān)握法
電烙鐵(tiě)的握法分爲(wèi)三種。
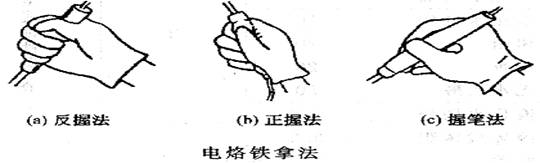
① 反握法(fǎ) 是用五指把(ba)電烙鐵的柄(bing)握在掌内。此(ci)法适用于🌍大(dà)功率電烙鐵(tiě),焊接散熱量(liang)大的被焊件(jian)。
② 正握法 此法(fa)适用于較大(da)的電烙鐵,彎(wan)形烙鐵頭的(de)一般也用此(ci)法。
③ 握筆法 用(yòng)握筆的方法(fǎ)握電烙鐵,此(ci)法适用于小(xiǎo)功 率電烙鐵(tiě),焊 接散熱量(liàng)小的被焊件(jiàn),如焊接收音(yīn)機、電視機的(de)印制電路🛀闆(pǎn)及其維修等(děng)。
二、使用電烙(lao)鐵
焊接前的(de)烙
鐵頭處理(li)
在使用前先(xiān)通電給烙鐵(tiě)頭 “ 上錫 ”。首先(xian)用挫刀把烙(lào)鐵頭按需要(yào)挫成一定的(de)形狀,然後接(jiē)上電源,當烙(lao)鐵頭💯溫度升(sheng)到能熔錫時(shí),将烙鐵頭在(zài)松香上沾塗(tú)一下,等松香(xiang)冒煙後再沾(zhan)塗一層焊錫(xi),如此反複進(jìn)行二至三次(cì),使烙鐵頭的(de)刃面全部挂(guà)上一層錫便(biàn)☁️可使用了。
電(dian)烙鐵不宜長(zhǎng)時間通電而(er)不使用,這樣(yàng)容易使烙鐵(tiě)芯加速氧化(huà)而燒斷,縮短(duan)其壽命,同
時(shí)也會使烙鐵(tie)頭因長時間(jiān)加熱而氧化(huà),甚至被 “ 燒死(sǐ)🍓 ” 不再 “ 吃錫 ” 。
三(sān)、
使用電烙鐵(tiě)過程中注意(yi)事項
① 根據焊(han)接對象合理(lǐ)選用不同類(lèi)型的電烙鐵(tie)。
鋼管
壁厚度(dù)隻有 0.2mm ,不能用(yong)鉗子夾以免(mian)損壞。在使用(yòng)過程中應經(jīng)常維護,保證(zheng)烙鐵頭挂上(shang)一層薄錫。
② 使(shǐ)用過程中不(bu)要任意敲擊(ji)電烙鐵頭以(yǐ)免損壞。内熱(re)♻️式電烙🌏鐵連(lian)接杆
四、電烙(lào)鐵焊接對焊(hàn)接點的要求(qiú)
1 、焊點要有足(zú)夠的機械強(qiang)度,保證被焊(hàn)件在受振動(dong)或沖擊時👉不(bú)緻脫落、松動(dòng)。不能用過多(duō)焊料堆積,這(zhè)樣容易造成(chéng)虛焊、焊點與(yu)焊點的短路(lu)。
2 、焊接可靠,具(jù)有良好導電(diàn)性,必須防止(zhi)虛焊。虛焊是(shi)指焊料與被(bei)焊件表面沒(mei)有形成合金(jīn)結構。隻是簡(jian)單地依附在(zai)被📱焊金屬表(biao)面上。
3 、焊點表(biǎo)面要光滑、清(qīng)潔 , 焊點表面(miàn)應有良好光(guang)澤,不應有毛(mao)♻️刺🛀、空🌐隙,無污(wū)垢,尤其是焊(han)劑的有害殘(can)留物質,要選(xuǎn)擇合适的焊(han)料與焊劑。
五(wu)
,使用電烙鐵(tie)焊接的操作(zuò)方法
• 焊前準(zhǔn)備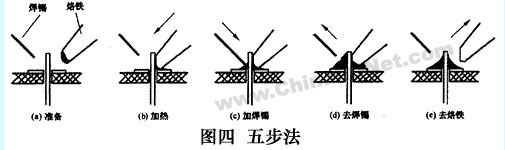
準備好電(diàn)烙鐵以及鑷(nie)子、剪刀、斜口(kǒu)鉗、尖嘴鉗、焊(han)料、焊劑等工(gōng)具,将電烙鐵(tiě)及焊件搪錫(xi),左手握焊料(liào),右手握電烙(lào)鐵,保🧑🏾🤝🧑🏼持随時(shí)可焊狀态。
• 用(yong)烙鐵加熱備(bei)焊件。
• 送入焊(hàn)料,熔化适量(liang)焊料。
• 移開焊(hàn)料。
• 當焊料流(liú)動覆蓋焊接(jiē)點,迅速移開(kāi)電烙鐵。
掌握(wo)好焊接的溫(wen)度和時間。在(zài)焊接時,要有(yǒu)足夠的熱量(liang)和溫度🌈。如溫(wēn)度過低,焊錫(xi)流動性差,很(hěn)容易凝固,形(xíng)成虛焊;如溫(wēn)度過高,将使(shi)焊錫流淌,焊(han)點不易存錫(xī),焊劑分解速(sù)度加快,使金(jin)屬表面加速(sù)氧化,并導緻(zhi)印制電路闆(pǎn)上的焊盤脫(tuo)落。尤其在使(shǐ)用天然松香(xiang)作助焊劑時(shí),錫焊溫度過(guo)高,很易氧化(hua)脫皮而産生(shēng)炭化,造成虛(xū)焊。
六
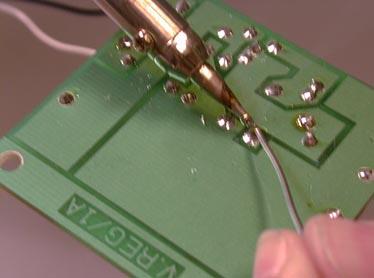
,使用電(dian)烙鐵焊接印(yìn)制電路闆的(de)過程
1 、焊前準(zhun)備
首先要熟(shú)悉所焊印制(zhi)電路闆的裝(zhuang)配圖,并按圖(tú)紙配料,檢查(cha)💚元器件型号(hào)、規格及數量(liàng)是否符合圖(tú)紙要求🚶♀️,并做(zuo)🔴好裝配前元(yuán)器件引線成(chéng)型等準備工(gong)作。
2 、焊接順序(xu)
元器件裝焊(hàn)順序依次爲(wèi):電阻器、電容(rong)器、二極管、三(sān)極管、集成電(dian)路、大功率管(guǎn),其它元器件(jiàn)爲先小後大(dà)🌍。
3 、對元器件焊(han)接要求
( 1 )電阻(zǔ)器焊接
按圖(tú)将電阻器準(zhun)确裝人規定(ding)位置。要求标(biāo)記向上,字向(xiàng)一💔緻。裝完同(tong)一種規格後(hou)再裝另一種(zhong)規格,盡量使(shi)電阻器的高(gao)低🧡一緻。焊完(wán)後将露在印(yìn)制電路🌂闆表(biǎo)面多餘引腳(jiǎo)齊根🆚剪去。
( 2 )電(diàn)容器焊接
将(jiāng)電容器按圖(tú)裝人規定位(wei)置,并注意有(you)極性電容器(qì)其 “ + ” 與 “ - ” 極不能(néng)接錯,電容器(qi)上的标記方(fāng)向要易看可(kě)見。先裝✏️玻璃(lí)釉電容器、有(you)機介質電容(róng)器、瓷介電容(rong)器,最後裝電(dian)解電容❄️器。
( 3 )二(èr)極管的焊接(jiē)
二極管焊接(jie)要注意以下(xia)幾點:第一,注(zhù)意陽極陰極(jí)的極性,不能(neng)裝錯;第二,型(xíng)号标記要易(yì)看可見;第三(sān)👌,焊接🐪立式二(er)極管時,對最(zui)短引線焊接(jiē)時間不能超(chao)過 2S 。
( 4 )三極管焊(hàn)接
注意 e 、 b 、 c 三引(yǐn)線位置插接(jiē)正确;焊接時(shi)間盡可能短(duan),焊接時用鑷(nie)子夾住引線(xiàn)腳,以利散熱(re)。焊接大功率(lǜ)三極管時,若(ruo)需加裝散熱(rè)片,應将接觸(chù)面平整、打磨(mó)光滑後再🤩緊(jin)固,若要求加(jiā)墊絕緣薄膜(mo)時,切勿忘記(jì)加薄膜。管腳(jiao)與電路闆🤟上(shàng)需連接時,要(yào)用塑料導線(xian)。
( 5 )集成電路焊(hàn)接
首先按圖(tu)紙要求,檢查(chá)型号、引腳位(wei)置是否符合(hé)要求。焊接時(shí)㊙️先焊邊沿的(de)二隻引腳,以(yi)使其定位,然(ran)後🚶♀️再從左到(dao)右自上而下(xià)逐個焊接。
對(duì)于電容器、二(èr)極管、三極管(guan)露在印制電(dian)路闆面上⁉️多(duo)餘引腳均需(xū)齊根剪去。
七(qi)、使用電烙鐵(tiě)拆焊的方法(fa)
在調試、維修(xiu)過程中,或由(you)于焊接錯誤(wù)對元器件進(jin)行更換時就(jiu)需拆焊。拆焊(hàn)方法不當,往(wang)往會造成元(yuan)器件的損壞(huài)、印制導🌈線的(de)♋斷裂或焊盤(pan)的脫落。良好(hao)的拆焊技術(shu),能保證調試(shi)、維修工作順(shun)利進行,避免(miǎn)由于更換器(qi)件不得法而(ér)增加♊産品故(gu)障率。
普通元(yuán)器件的拆焊(hàn):
( 1 )選用合适的(de)醫用空心針(zhēn)頭拆焊
( 2 )用銅(tong)編織線進行(hang)拆焊
( 3 )用氣囊(nang)吸錫器進行(hang)拆焊
( 4 )用專用(yòng)拆焊電烙鐵(tie)拆焊
( 5 )用吸錫(xī)電烙鐵拆焊(han)。
八電烙鐵焊(hàn)接溫度:
1 焊接(jiē)貼片、編碼開(kāi)關等元件的(de)電烙鐵溫度(du)在343±10℃; 2 焊接色環(huan)㊙️電🏃♂️阻、瓷片電(diàn)容、钽電容、短(duan)路塊等元件(jiàn)的電烙🔴鐵溫(wēn)度在371±10℃; 3 維修一(yī)般♌元件(包括(kuò)IC)烙鐵溫度在(zài)350±20℃之内; 4 維修管(guan)腳粗的電源(yuán)模塊、變壓器(qi)(或電感)、大電(dian)解電容以及(ji)大面積銅箔(bó)焊⚽盤烙鐵溫(wēn)度在400±20℃。 5 貼片、裝(zhuāng)配檢焊、手機(ji)生産線㊙️烙鐵(tie)溫度要求嚴(yan)格按生☁️産工(gōng)位檢焊⭐作業(yè)指導書上溫(wēn)度要求執行(háng); 6 無鉛專用烙(lào)鐵,溫度爲360±20℃。
附(fù)一:焊料
焊料(liao)是一種易熔(rong)金屬,它能使(shǐ)元器件引線(xiàn)與印制電路(lù)♍闆的連💋接點(diǎn)連接在一起(qǐ)。錫( Sn )是一種質(zhi)地柔軟、延展(zhan)性大的銀白(bai)色金屬,熔點(dian)爲 232℃ ,在常溫下(xià)化學性能穩(wěn)定,不易氧化(huà),不失📞金屬光(guāng)㊙️澤,抗大氣腐(fu)蝕能力強。鉛(qiān)( Pb )是一種較軟(ruǎn)的淺青白色(sè)金屬,熔點爲(wèi) 327℃ ,高純度的鉛(qian)耐大氣📞腐蝕(shi)能力強,化學(xué)穩定性🔞好,但(dàn)對人體有害(hài)。錫中加人一(yī)定比例的鉛(qian)和少量其它(ta)金屬可制成(cheng)熔點🔆低、流動(dòng)性好、對元件(jian)和導線的附(fu)着力強⭐、機械(xie)強度高、導電(dian)性好、不易氧(yǎng)化、抗腐蝕性(xìng)好、焊點光亮(liàng)美觀的焊料(liao),一般⭐稱焊錫(xī)。
焊錫按含錫(xi)量的多少可(ke)分爲 15 種,按含(han)錫量和雜質(zhi)的化🈲學成😘分(fèn)分爲 S 、 A 、 B 三個等(deng)級。手工焊接(jiē)常用絲狀焊(hàn)錫。